APQP 五大阶段:
1.计划与定义(项目策划)
2.产品设计与开发(DFMEA 核心阶段)
3.过程设计与开发(PFMEA 核心阶段)
4.产品与过程确认(试生产、FMEA 验证整改)
5.反馈、评定与纠正措施(量产持续更新 FMEA)
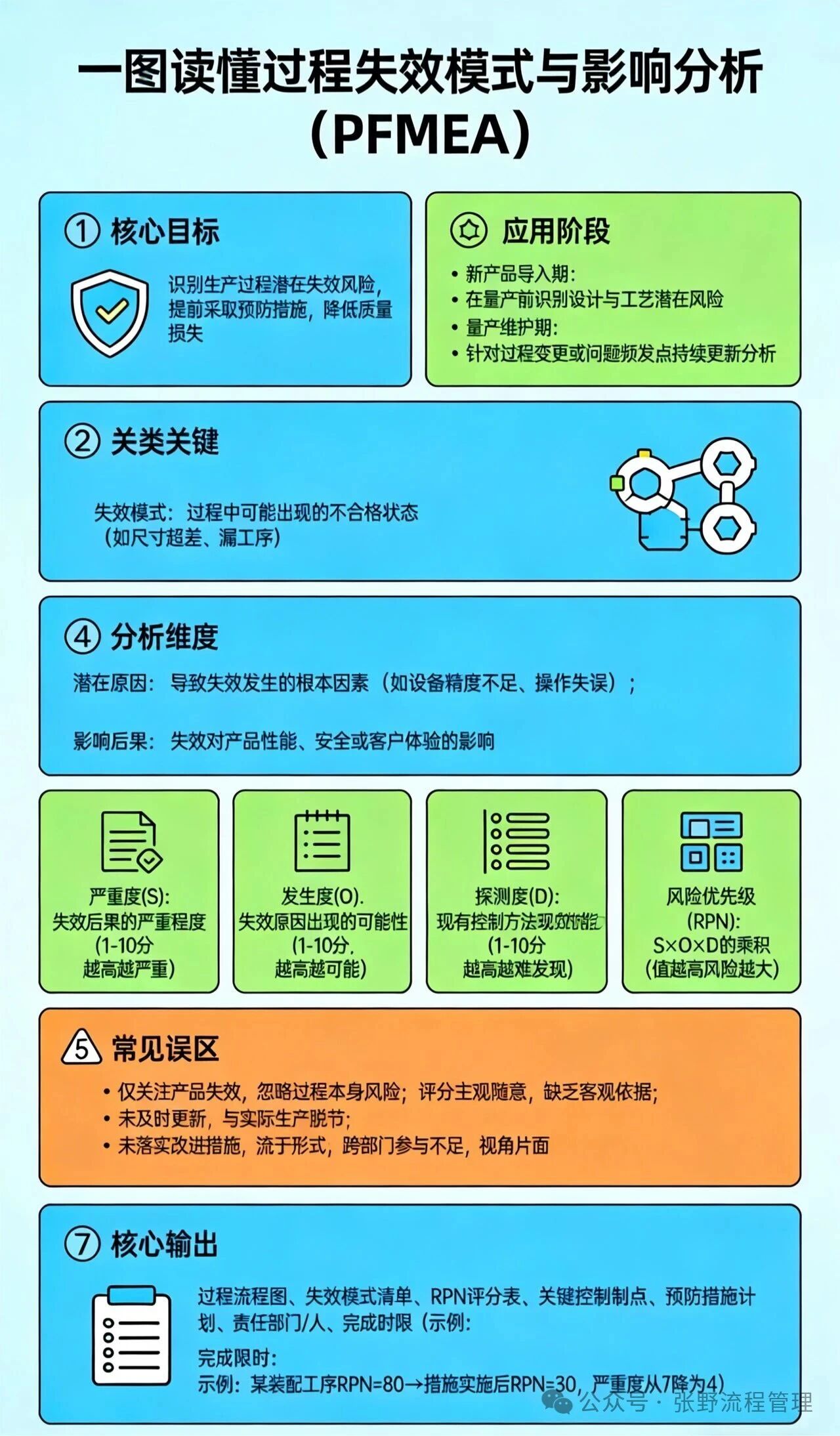
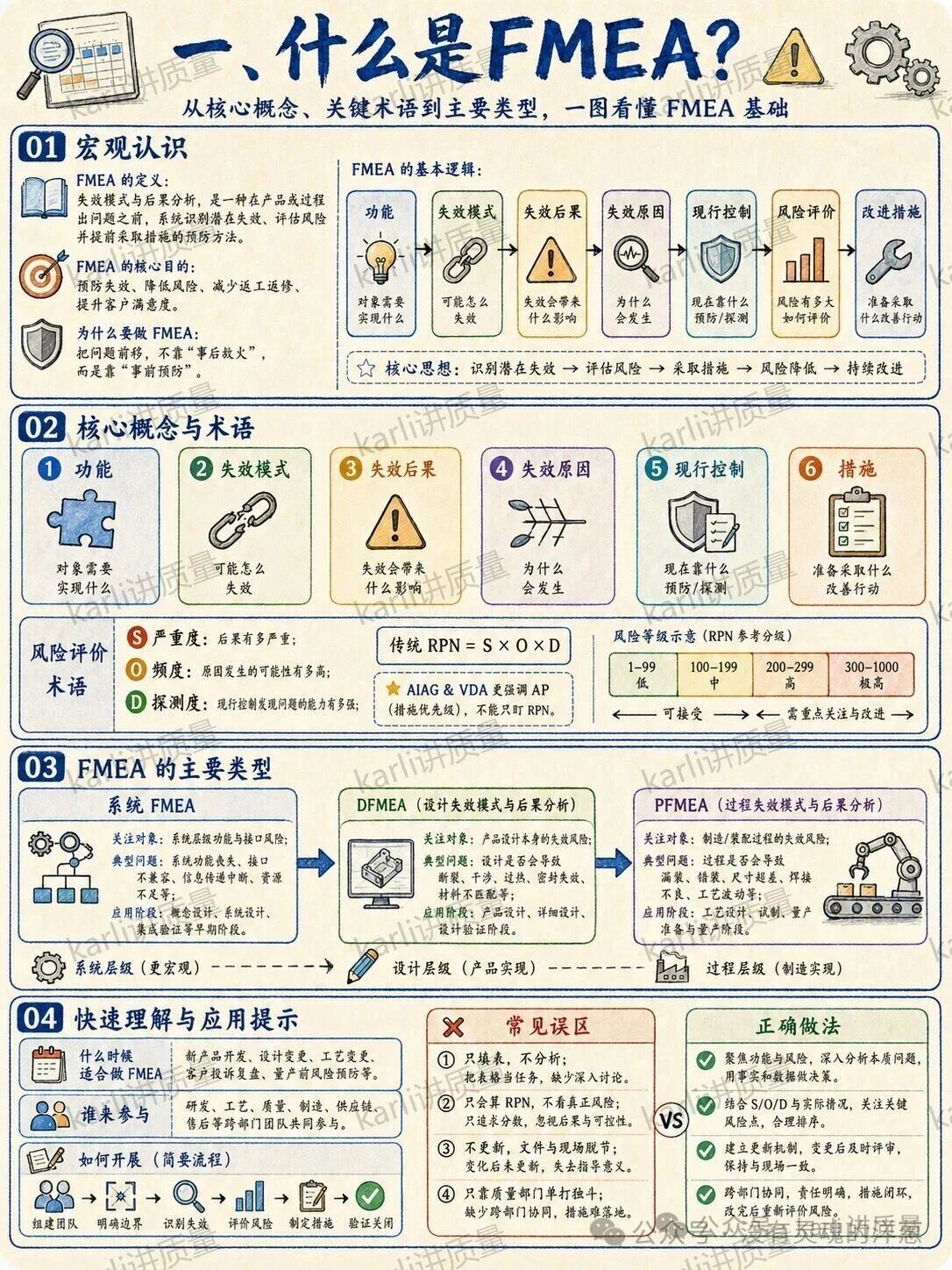
FMEA 包含三类核心文件:DFMEA(设计)、PFMEA(过程)、MFMEA(设备 / 工装),同步配套 FMEA 策划、功能分析、失效分析、风险评估、优化、结果文档全流程落地。
一、第一阶段:计划与定义(策划阶段,APQP 阶段 1)
1. 本阶段FMEA 定位:前置策划,搭框架,不完成正式 FMEA
2. 落地输入
ü客户要求、图纸初稿、规范、法规、历史不良、竞品失效、过往项目 FMEA 库
ü项目边界:产品功能、使用环境、寿命、负载、安装工况
ü内部经验库:售后投诉、返工报废、8D、既往 DF/PFMEA 高风险项
3. FMEA 落地执行细节
(1)组建跨职能FMEA小组
设计、工艺、质量、采购、制造、工装、售后、客户代表提前锁定,明确 FMEA 负责人。
(2)FMEA 策划(7 步法第一步:策划与准备)
ü定义分析边界:哪些零部件 / 工序纳入 DFMEA、PFMEA、MFMEA
ü确定分析等级:系统级 / 总成级 / 零件级 DFMEA;装配 / 机加 / 检测 / 包装 PFMEA
ü收集基础信息:零件编号、版本、客户特殊特性、法律法规要求、材料限制
ü调取同类产品标杆 FMEA,建立风险基线,识别已知高风险点
(3)输出交付物(阶段 1FMEA 相关)
üFMEA 小组清单、FMEA 策划计划表
ü初始特殊特性清单(基于历史失效初步识别)
ü既往项目高风险失效清单,作为后续 DF/PFMEA 重点关注项
4. 阶段核心目标
只做规划与信息收集,不开展完整失效分析;锁定 FMEA 范围、资源、时间节点,避免后期漏分析。
二、第二阶段:产品设计与开发(APQP 阶段 2,DFMEA 主场)
1. 本阶段 FMEA 定位:完整输出 DFMEA,同步输出设计验证方案、图纸、标准件
2. 落地输入
阶段 1 全部输出、产品概念图、初步 BOM、客户工程规范、材料标准、可靠性要求、安全法规
3. DFMEA 完整落地 7 步法细节(AIAG-VDA)
步骤 1:策划准备(阶段 1 延续细化)
锁定分析对象:系统 / 子系统 / 零件,区分内部设计、外购零部件。
步骤 2:结构分析(框图 / 边界图 / P 图)
ü绘制产品结构树,拆解总成→子零件;
ü绘制 P 图(参数图):识别信号、控制参数、噪声因子、失效输出;
ü明确零件之间装配交互、与整车 / 整机配合界面。
步骤 3:功能分析
逐项定义零件 / 总成预期功能,包含使用工况、负载、温度、寿命;区分安全功能、法规功能、客户关键功能。
步骤 4:失效分析(核心)
ü失效模式:零件自身功能丧失、性能偏移、断裂、渗漏、磨损等;
ü失效影响:零件级→总成级→整车 / 客户→安全 / 法规后果;
ü失效原因:材料选型、结构强度、公差、密封设计、人机交互设计缺陷。
步骤 5:风险分析(S/O/D 打分 + AP 行动优先级)
üS 严重度:安全失效 S9-10;法规失效 S8;客户重大投诉 S6-7;轻微外观 S1-3
üO 发生度:基于仿真、历史同类产品失效概率打分
üD 探测度:设计验证、仿真、台架试验、图纸审核、样件检测能力
üAP 行动优先级:AP1(必须整改)、AP2(优先优化)、AP3(可维持监控)
步骤 6:优化(降低风险)
针对 AP1/AP2 项开展设计优化:加厚结构、更换耐候材料、增加密封、增加限位、冗余设计、简化装配。
步骤 7:结果文档
整理 DFMEA 完整版、优化记录、设计变更清单、仿真报告、台架试验计划。
4. 同步配套落地动作
ü同步输出初始特殊特性清单(设计特性 DSC),从 DFMEA 高风险失效导出;
ü外购件同步要求供应商提交其零部件 DFMEA 并评审;
üMFMEA 同步启动策划(工装、检具、模具设计同步开展设备失效分析);
ü输出设计验证计划 DVP&R,DFMEA 高风险项必须安排专项可靠性试验。
5. 阶段交付物
完整签署版 DFMEA、P 图、结构框图、设计特殊特性清单、供应商 DFMEA 评审记录、设计优化变更单。
三、第三阶段:过程设计与开发(APQP 阶段 3,PFMEA 主场)
1. 本阶段 FMEA 定位:基于定型图纸 / 数模,完成全套 PFMEA + 工装 MFMEA
2. 落地输入
阶段 2 输出:DFMEA、定型图纸、BOM、设计特殊特性、装配方案、工艺流程初稿
3. PFMEA 落地完整细节(7 步法适配制造过程)
步骤 1:策划准备
划分工序边界:冲压 / 注塑 / 机加 / 装配 / 清洗 / 检测 / 包装 / 仓储,区分关键工序。
步骤 2:结构分析(工艺流程图、车间布局图)
绘制完整工艺流程图,标注设备、工装、人员、物料、检测工位;识别人机料法环各要素交互。
步骤 3:功能分析
定义每道工序的过程功能:如 “拧紧螺栓至扭矩 8±1N・m”“外观无划伤”“气密性泄漏≤5s”,绑定 DFMEA 输出的设计特殊特性。
步骤 4:失效分析
ü失效模式:扭矩不足、漏装零件、尺寸超差、混料、划伤、焊接虚焊、检测漏判;
ü失效影响:本工序不良→下工序报废→客户端失效;
ü失效原因:工装磨损、设备参数漂移、人员误操作、量具失效、物料批次不良、环境温湿度波动。
步骤 5:风险分析 S/O/D+AP
üS 严重度:造成客户安全失效最高;造成装配卡死、功能失效次之;外观轻微瑕疵最低;
üO 发生度:参考试模、小批量试制、同类产线不良率;
üD 探测度:人工自检、自动检测、防错工装、在线传感器、终检全检;防错装置 D 分最低;
üAP1 项必须强制优化过程。
步骤 6:过程优化(降风险核心动作)
ü防错 Poka-Yoke:防错工装、颜色区分物料、定位销、条码防混料;
ü设备自动化:扭矩监控、在线尺寸检测、视觉检测替代人工;
ü调整工艺参数窗口、增加过程过滤工位;
ü优化工装模具,降低磨损带来的尺寸漂移。
步骤 7:结果输出
完整版 PFMEA、过程优化记录、防错方案清单。
4. MFMEA 同步落地(工装 / 模具 / 检具 / 设备)
ü分析模具开裂、夹具定位偏移、量具精度漂移、机器人故障、冷却系统失效;
üMFMEA 高风险项同步更新至 PFMEA 原因项,制定设备预防性维护计划 TPM。
5. 阶段联动输出
ü从 PFMEA 提取过程特殊特性(PSC),合并设计特性形成最终特殊特性清单;
ü同步编制控制计划(样件控制计划→试生产控制计划),控制计划检测项 100% 覆盖 FMEA 高风险失效;
ü编制作业指导书 SOP,针对 FMEA 高风险工序增加重点管控要求;
ü量具重复性 GRR 方案、设备维护计划依据 MFMEA 制定。
6. 阶段交付物
签署版 PFMEA、MFMEA、工艺流程图、试生产控制计划、完整特殊特性清单、防错方案、工装维护计划。
四、第四阶段:产品与过程确认(APQP 阶段 4,试生产验证,FMEA 闭环整改)
1. 本阶段 FMEA 定位:验证 FMEA 预判风险是否真实存在,闭环高风险项
2. 落地输入
DFMEA、PFMEA、MFMEA、控制计划、SOP、工装、检具、试生产计划
3. FMEA 落地执行细节
(1)试生产数据对标 FMEA 失效预判
收集试生产不良、尺寸超差、装配故障、台架失效、泄漏、异响,逐一核对是否在 DF/PFMEA 失效清单内;
ü出现 FMEA 未预判到的新失效:立即更新 DF/PFMEA,重新打分、升级 AP 等级;
üFMEA 预判高风险但试产无不良:复核 O 发生度是否打分过高,适度下调。
(2)AP1/AP2 项专项验证
DFMEA 高风险:开展可靠性耐久、高低温、振动试验,确认设计优化有效;
PFMEA 高风险:连续小批量试产,验证防错、在线检测能否有效拦截不良。
(3)控制计划与 FMEA 双向更新
试产发现拦截能力不足(D 探测度过高),新增检测工序、视觉设备、防错,更新 PFMEA 探测度;
(4)工装 / MFMEA 验证
试产中模具磨损、夹具偏移、设备故障记录,更新 MFMEA,完善 TPM 保养周期。
(5)完成测量系统分析 MSA、过程能力 Cpk
特殊特性 Cpk<1.33 的工序,在 PFMEA 标记高风险,追加过程改善措施。
4. 阶段关键评审:FMEA 评审会
设计、工艺、质量、生产共同评审试产不良与 FMEA 匹配度,形成《FMEA 试产整改报告》,所有 AP1 项必须 100% 关闭才可批准量产。
5. 交付物
更新版 DFMEA/PFMEA/MFMEA、试生产不良对照 FMEA 清单、整改验证报告、量产控制计划、Cpk/MSA 报告。
五、第五阶段:反馈、评定与纠正措施(APQP 阶段 5,量产持续动态维护 FMEA)
1. 本阶段 FMEA 定位:量产全生命周期动态更新,FMEA 不是一次性文件
2. 落地输入
量产不良、客户投诉、售后失效、8D 报告、变更通知 ECN、年度工艺审核、客户新要求、法规更新
3. FMEA 日常落地执行细则
(1)触发 FMEA 强制更新的场景
ü工程变更 ECN:零件结构、材料、尺寸更改→更新 DFMEA;
ü工艺变更:工序、工装、设备、产线搬迁→更新 PFMEA/MFMEA;
ü客户重大投诉、市场批量失效(8D 闭环后);
ü安全 / 法规标准更新;
ü年度产品 / 过程审核发现重复不良;
ü新材料、新供应商导入。
(2)日常失效反向更新机制
ü车间返工、报废、巡检不良:每周由质量工程师核对 PFMEA,补充失效模式、上调 O 发生度;
ü售后市场失效:同步更新 DFMEA 失效影响、提升 S 严重度,重新评估 AP 优先级;
ü重复发生同类不良:判定现有预防 / 探测措施不足,新增防错、优化设计 / 工艺。
(3)周期性 FMEA 评审
ü常规产品每年一次 FMEA 跨职能评审;
ü安全件、关键功能件每半年评审;
ü新产品量产满 6 个月强制全面复审 DF/PFMEA。
(4)经验库沉淀
所有更新后的 FMEA 归档至企业知识库,作为新项目 APQP 阶段 1 策划的输入,形成闭环经验循环。
4. 配套纠正措施联动
ü市场失效→8D 分析→更新 DFMEA→发起工程变更优化设计;
ü产线重复不良→更新 PFMEA→新增防错、优化 SOP、升级检测设备;
ü设备频发故障→更新 MFMEA→调整 TPM 保养频次、更换工装材质。
5. 阶段持续输出
动态更新版 FMEA、FMEA 年度评审报告、变更记录、市场失效 - FMEA 追溯台账、企业 FMEA 经验库。
补充:FMEA 与 APQP 各阶段核心权责 & 常见落地误区
1. 各阶段 FMEA 主责部门
ü阶段 1(策划):项目质量 / 项目经理统筹
ü阶段 2(产品设计):研发 / 设计工程师主责 DFMEA
ü阶段 3(过程设计):工艺工程师主责 PFMEA,设备工程师主责 MFMEA
ü阶段 4(试产确认):质量工程师牵头验证闭环
ü阶段 5(量产反馈):质量 + 工艺 + 售后联合动态维护
2. 企业落地高频误区
üAPQP 阶段 1 直接写完整 FMEA:正确做法仅做策划,完整 DF/PFMEA 分别在阶段 2、3 输出;
üFMEA 写完锁死不再更新:量产阶段 5 必须动态迭代;
üPFMEA 与控制计划脱节:控制计划所有管控点必须来源于 FMEA 高风险失效;
ü忽略 MFMEA:工装设备失效是大量制程不良根源,APQP 阶段 3 必须同步完成;
ü试产阶段不核对 FMEA:阶段 4 核心价值就是验证 FMEA 预判风险,遗漏会导致量产批量不良。