1269
1269
故障模式、影响与危害性分析(FMECA)是产品可靠性分析的一个重要的工作项目,也是开展维修性、安全性、测试性和保障性分析的基础。是通过分析产品中每一个可能的故障模式,确定其对该产品及上层产品的影响,把每一个故障模式按其影响的严重程度、同时考虑故障模式发生概率与故障危害程度予以分类的一种分析技术。但开展FMECA分析需要的人员多、工作量大、时间长,导致很多单位未能真正有效的开展FMECA工作,很多人员对FMECA的认识和理解也不够充分。
一、FMECA的历史
FMEA起源于20世纪50年代,美国格鲁门飞机公司在研究飞机主操纵系统时采用了该方法,虽然未进行CA,仍然取得了良好效果。1964年,J.S.Cuntinbo在纽约科学院提出了“故障模式影响分析”的描述,这是对FMEA概念最早的正式提出,并描述了如何进行FMEA。
20世纪60年代中期,FMEA技术正式用于美国航天领域的阿波罗计划。20世纪70年代,FMECA技术开始形成各种标准。20世纪80年代初,FMECA进入微电子工业,美国联邦航空局明文要求航空系统的设计及分析过程中必须进行FMECA。20世纪80年代中期,美国汽车工业开始应用过程FMECA方法。20世纪90年代后,FMECA在国外已经形了一套科学并且完整的分析方法。
20世纪80年代初期,FMECA的概念和方法逐渐被国内接受。目前在航空、航天、兵器、舰船、电子、机械、汽车、家用电器等工业领域,FMECA方法均得到了一定程度的普及,为保证产品可靠性发挥了重要的作用。可以说该方法经过长时间的发展与完善,已经获得了广泛的应用与认可,成为在产品研制中必须完成的一项可靠性分析工作。
二、FMECA的分类
从国内外应用FMECA技术情况看,FMECA方法可概括为两大类,即单因素FMECA方法和综合因素FMECA方法。其中单因素FMECA方法又可分为设计FMECA、过程FMECA;综合因素FMECA方法,主要是FMECA、FTA(故障树分析)和ETA(事件树分析)之间相结合的分析方法。下图1为FMECA方法的分类示意图,其中DMECA即Damage Modes, Effects and Criticality Analysis(损坏模式、影响与危害性分析)。
图1 FMECA方法的分类示意图
从产品生命周期看,不同阶段的工作内容各不相同,所采用FMECA的方法也不尽相同,如表1所示。
① 在论证和方案阶段、工程研制阶段的早期:主要选用功能FMECA方法。
② 在工程研制与定型阶段:在产品设计时,主要采用硬件(含DMECA)、软件FMECA,也可采用功能FMECA、综合的FMECA方法;在进行工艺设计时,可采用过程FMECA。随着产品设计形态的变化,应不断更新FMECA,及时发现设计中的薄弱环节并加以纠正。
③ 在生产阶段:主要是采用过程FMECA。
④ 在使用阶段:利用使用中的故障信息,及时发现使用中的薄弱环节并加以纠正。根据需要,可选用硬件及软件FMECA、DMECA、过程FMECA和综合FMECA等方法。

表1 在产品寿命周期各阶段的FMECA方法
三、FMECA的常见问题
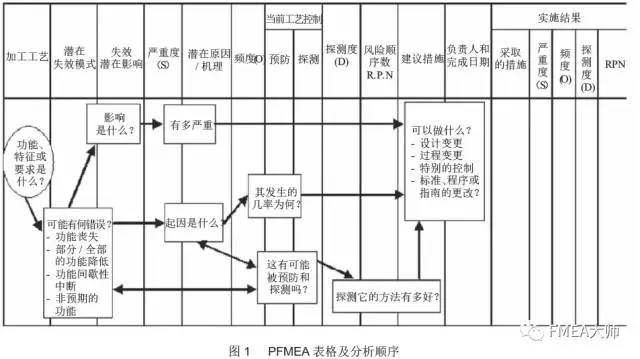
功能FMECA、硬件FMECA、软件FMECA、过程FMECA虽是不同的方法,但总体流程和步骤基本一致,如图2所示。

图2 FMECA分析流程图
3.1 管理问题
1)重要性认识不够
目前还有很多企业关于FMECA对质量保证的重要性认识不够,FMECA工作开展不及时,存在应付心理和补文件现象,导致FMECA分析结果的作用发挥得也不充分,FMECA的价值没有得到充分的体现。
2)FMECA工作量大
由于FMECA采用自底向上的工作方式,需要分析每一种装备或装备组成部分的各种故障模式,参与人员多,工作量大,因而其成为了一项劳动密集型任务,而且不可避免地需占用科研周期。对于非强制要求进行FMECA的装备研制,往往不能系统地开展FMECA工作。
3)分工不明确
在具体FMECA分析过程中,分工不明确也是常见的问题。建议组建FMECA分析团队,分工明确,责任到人,遵循“谁设计、谁分析”的原则。对于机载电子产品来说,应由部件设计师开展元器件级、功能电路级和SRU级的FMECA分析,系统设计师完成LRU级、分系统级的FMECA分析,可靠性设计师提供技术支持,并对文件质量进行把关,如有必要,还应组织专家团队对 FMECA 报告进行评审,充分发挥 FMECA 团队精神。
4)表单不规范
目前FMECA分析中最普遍和难以解决的问题就是,FMECA分析表中故障模式、故障原因、故障影响、改进措施等内容填写得过于笼统,不够规范和细化,严重影响文件质量。针对这一问题,可以通过形成标准模板来规范填写,例如可以形成常用元器件、功能电路、SRU、LRU等各层级FMECA表单填写模板,并经专家团队进行评审,作为FMECA报告的审核依据,可以有效提升文件质量。
3.2 技术问题
1)约定层次
约定层次是根据FMECA的需要,按产品的功能关系或组成特点进行FMECA的产品所在的功能层次或结构层次,一般是从复杂到简单依次进行划分,可分为“初始约定层次”、“约定层次”和“最低约定层次”。其中,初始约定层次是要进行FMECA总的、完整的产品所在的约定层次中的最高层次,是FMECA最终影响的对象,它直接影响FMECA分析结果的准确性。最低约定层次是约定层次中最底层的产品所在的层次,它决定了FMECA工作深入、细致的程度,直接影响FMECA分析的工作量。
约定层次常见的问题:FMECA分析中常出现对初始约定层次定义不准确的情况,例如分析对象为某轴承组件(LRU),将初始约定层次定义为飞机,要分析轴承组件故障对飞机造成的最终影响是比较困难的,且容易分析不准确,并且会导致分析出来的Ⅰ、Ⅱ类单点故障和可靠性关键产品不正确。
2)可靠性框图
FMECA分析中的可靠性框图为任务可靠性框图,常见的问题包括:①绘制成基本可靠性框图,不能准确的表示故障影响的逻辑关系;② 框图层级混乱,一个图中出现多个层级且两个层级之间用实线相连;③ 框图中缺少编码;④ 绘制顺序错乱。
3)故障判据
故障判据是判别产品故障的界限,一般是根据产品的功能、性能指标、使用环境等允许极限进行确定的。常见的问题包括:缺少故障判据;缺少产品性能故障判据,或没有对性能故障判据进行量化等。
4)严酷度定义
严酷度类别是按故障模式对“初始约定层次”造成的最坏的潜在后果进行确定的。常见的问题包括:在进行严酷度定义时,没有对定义中的“主要或关键功能”、“性能降低”等进行详细描述。
5)故障模式
故障模式可通过标准和手册、统计、试验、分析、预测和参考相似产品等方法获取。在进行故障模式分析时,应当穷举产品在每种工作模式下所有的故障模式。故障模式最常见的问题是描述得太笼统、不够细致,如使用“功能丧失”、“性能下降”等描述方式。
6)故障原因
故障原因一般包含内部原因(例如导致产品发生故障的化学、物理或生物变化过程)和外部原因(例如其他产品的故障、环境、使用和人为因素等)。分析故障原因时经常出现以下问题:不能正确区分故障模式与故障原因、不能明确各约定层次间故障的传递关系等。
故障模式是故障的表现形式,如:短路、开路、断裂、过度耗损等;故障原因是引发故障的设计、制造、使用和维修等有关因素,如设计不合理、使用不当等。FMECA是一个由下而上的分析迭代过程,各约定层次间存在着一定的关系,即低层次的故障模式是高一层次的故障原因,低层次故障模式对高一层次的故障影响是高一层次的故障模式。如图3所示。

图3 各约定层次之间的关系图
7)故障影响
故障影响分析时常见的问题:有余度设计的产品在分析故障影响时,没有考虑余度全部丧失的情况,认为余度设计可以降低故障影响的严酷度等级。
8)设计改进措施和使用补偿措施
设计改进措施和使用补偿措施常见的问题包括:① 不能正确区分两种措施,设计改进措施是在设计和工艺上采取的消除、减轻故障影响或降低故障发生概率的改进措施(如进行余度设计、优选元器件、降额设计等);使用补偿措施是为了预防故障发生而采取维修措施,或一旦出现故障后操作人员应采取的最恰当的补救措施(如启动冗余措施、功能检查、定期维修等);② 两种措施全部填写“无”;③ 设计改进措施的操作性和可执行性不强,如使用“加强元器件筛选”、“加强工艺控制”、“采用高可靠性元器件”等口头性措施;④ 设计改进措施没有落实。
四、结束语
FMECA不仅对于装备可靠性的保证和提高具有重要的作用,而且也能为维修性、保障性、测试性、安全性和环境适应性等提供必要的信息或数据,同样有着不可替代的价值。但考虑FMECA分析参与人员多、工作量大和周期长等因素,FMECA分析及其效果受到一定程度的影响,如何有效提升FMECA工作的效率,提高分析结果的完备性和准确性,是今后需要进一步研究的问题,也是FMECA方法推广的关键。



长按屏幕识别二维码
打开手机扫描二维码