PFMEA(过程失效模式及影响分析)中的“机”(设备/工装)分析与MFMEA(设备失效模式及影响分析)有什么不同?
虽然两者都涉及设备,但它们的分析视角、范围、深度和目的有本质区别。以下是详细对比:
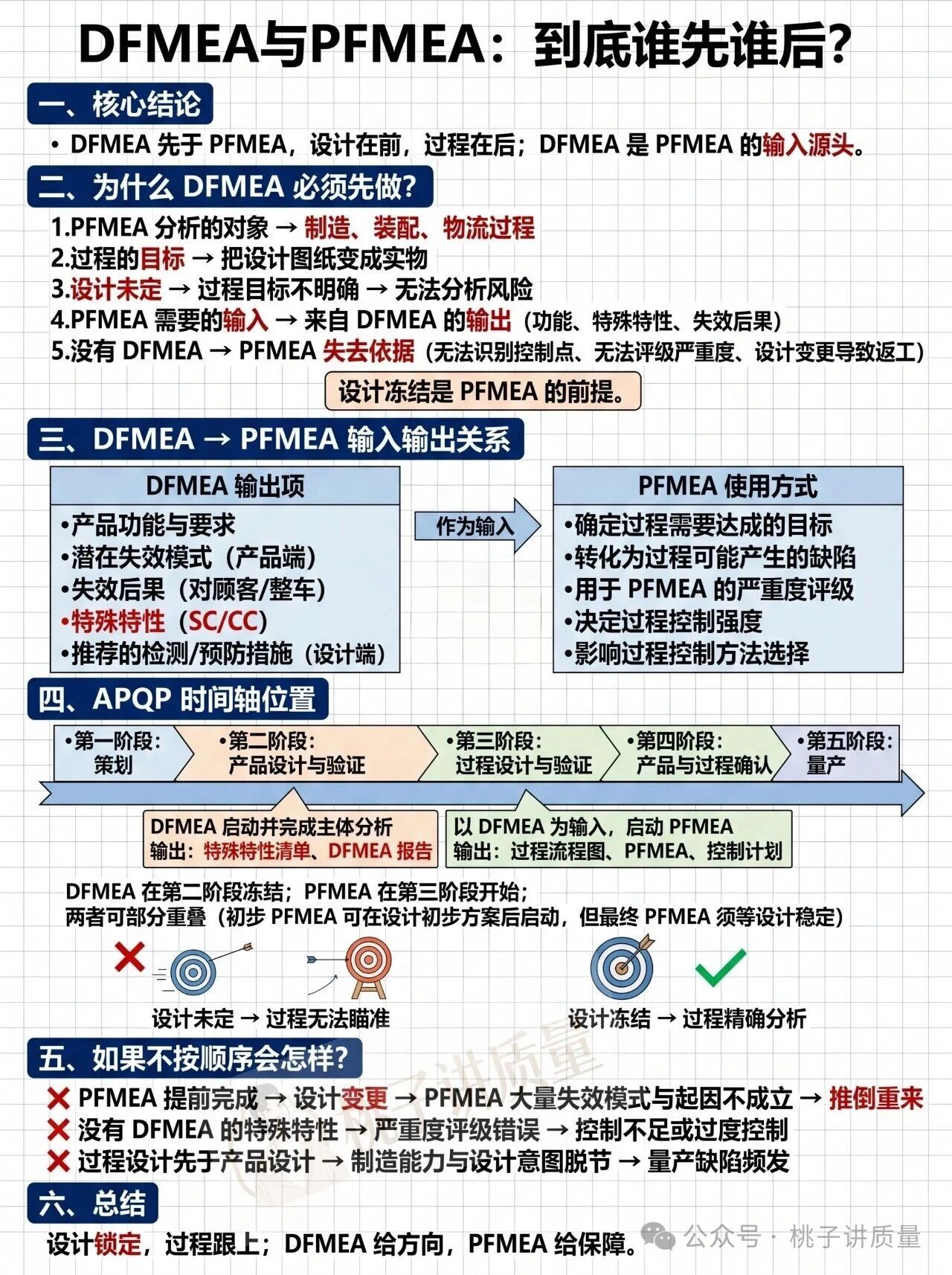
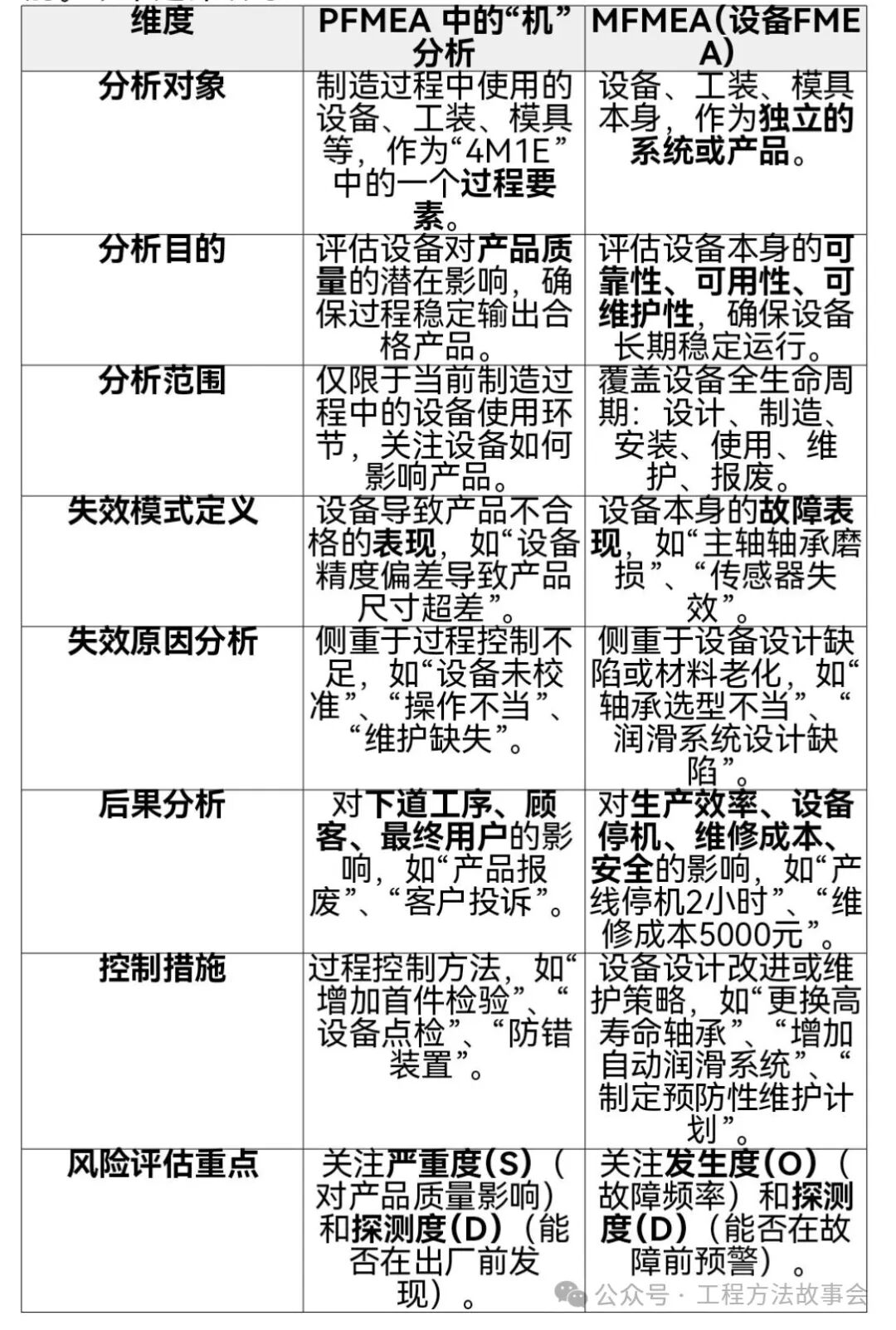 PFMEA中的“机”是过程视角,关注设备如何影响产品;MFMEA是设备视角,关注设备本身如何失效及如何预防。两者互补:PFMEA确保“用好设备”,MFMEA确保“设备好用”。
PFMEA中的“机”是过程视角,关注设备如何影响产品;MFMEA是设备视角,关注设备本身如何失效及如何预防。两者互补:PFMEA确保“用好设备”,MFMEA确保“设备好用”。做PFMEA时,机的各种失效模式/原因很多,需要“天马行空”的都写出来吗?
我们确实需要“天马行空”地去设想失效模式(头脑风暴),但在打分和记录时,必须“脚踏实地”地回归数据。
例如“吸嘴吸不住产品”这种理论上可能发生,但历史上极少发生的情况,在PFMEA中应该按照以下逻辑进行“落地”处理:
1. 写不写?—— 必须写
原则:宁可备而不用,不可用而无备。
即使是“天马行空”想出来的失效模式,只要它物理上可能发生且后果严重,就必须写入PFMEA表格。
理由: PFMEA的核心价值是“预防”。如果你因为“以前没发生过”就不写,那么一旦未来发生(比如换了新供应商的吸嘴,或者环境湿度突变),你就没有任何控制计划,只能“救火”。
怎么写: 在“潜在失效模式/失效原因”一栏,客观描述即可,例如:“吸嘴吸取不稳定/掉落”。
2. 怎么打分?—— 用“频度(O)”来区分
这是解决你困惑的关键。虽然失效模式写出来了,但我们通过频度(Occurrence, O)的评分来区分“经常发生”和“几乎不发生”。
现状: 历史上很少发生。
评分操作:
严重度 (S): 实事求是。如果掉下来会撞坏产品,S就给高(比如7-8分)。
频度 (O): 给低分。根据AIAG-VDA标准或企业标准,如果有历史数据支持“极少发生”,O值可以给到2分或3分(1分通常保留给“物理上不可能发生”的情况)。
依据: 参考过往的维护记录、MTBF(平均故障间隔时间)数据。
探测度 (D): 看你的检测手段。如果机器有真空检测传感器,一吸空就报警,D值就很低(比如2分)。
结果: 即使你把这个“天马行空”的失效写进去了,由于O值很低,算出来的RPN(风险顺序数)或者AP(行动优先级)也会比较低,不需要你投入巨大资源去整改,但它在文件里是“受控”的。
3. 怎么证明它“很少发生”?—— 依靠“现行控制”
在PFMEA表格的“现行过程控制(预防)”一栏,你要把“它很少发生”的理由写出来。这能证明你的低分是有依据的,而不是拍脑袋。
“天马行空”怎么做?绝对不是胡思乱想,而是基于严密逻辑的“结构化发散”。
在PFMEA中,这种“发散”其实是有迹可循的。“与产品接触的机构”确实是重中之重,但这只是其中一个维度。为了让分析既全面又有深度,建议按照以下四大逻辑维度来构建你的“思维网”,这样就能做到“天网恢恢,疏而不漏”:
(1)空间维度:从“接触点”向外辐射
这是最关心的部分,也是失效发生概率最高的区域。我们可以把它想象成洋葱的层级:
核心层:产品接触点(TCP - Tool Center Point)
逻辑: 凡是直接摸到产品的地方,最容易造成外观损伤、尺寸偏差或功能失效。
思考方向:
硬度匹配: 夹具会不会比产品硬?(导致压伤)
间隙配合: 吸嘴和产品的间隙是不是太小?(导致摩擦)
形状贴合: 仿形块是不是完全贴合?(导致支撑不足,加工变形)
磨损: 接触面磨损后,会不会产生毛刺划伤产品?
中间层:动作执行机构
逻辑: 驱动接触点运动的部件。
思考方向:
刚性: 气缸/模组在高速运动中会不会抖动?(导致定位不准)
精度: 丝杆/导轨磨损后,重复定位精度会不会超差?
干涉: 运动轨迹上有没有可能撞到夹具或传感器?
外围层:动力与环境
逻辑: 支撑机构运行的基础。
思考方向:
气源/电源: 气压波动会不会导致夹紧力不足?电压不稳会不会导致加热温度不够?
2. 时间维度:全生命周期的“生老病死”
很多时候我们只想到了设备“正常干活”的时候,忽略了它“状态变化”的时候。试着按时间轴来想:
启动/停止阶段:
设备刚开机时,温度没达到热平衡,精度会不会漂移?
急停拍下后,机械手会不会因为惯性甩飞产品?
稳定运行阶段:
连续跑10小时后,电机过热会不会降速?
维护/换型阶段:
换型后,传感器位置是不是容易被误碰移位?
保养时,润滑油如果加多了,会不会滴落到产品上?
寿命终结阶段:
易损件(如吸盘、密封圈)老化变硬后,功能会怎么退化?
3. 能量维度:物质与能量的流动
设备本质上是能量转换的机器。顺着能量流去想,能发现很多隐蔽问题:
力(机械能):
过大: 压装力太大,会不会压裂产品?
过小: 摩擦力不够,会不会打滑?
方向: 侧向力会不会导致零件倾斜?
热(热能):
传导: 加热块的热量会不会传导到不该加热的传感器上,导致误动作?
散热: 封闭柜体内,变频器热量散不出去,会不会死机?
电/磁(电磁能):
干扰: 大功率电机的启停,会不会干扰附近的模拟量传感器信号?
静电: 快速摩擦产生的静电,会不会击穿电子元器件?
数据(信息流):
延迟: 传感器信号传给PLC,PLC再传给机械手,这个延时会不会导致抓取动作慢半拍?
4. 变异维度:4M要素的“异常态”
不要只盯着“标准作业”,要去想“如果不标准会怎样”。利用4M(人机料法环)来找茬:
人(操作者):
如果操作员放反了零件,设备能不能识别?还是会强行压坏?
如果操作员没关安全门,设备会不会启动?
料(来料):
如果上游来的零件尺寸偏大(但在公差范围内),我们的夹具还能夹得住吗?
如果零件表面有油污,吸盘还能吸住吗?
法(参数):
如果设定的保压时间少设了1秒,胶水能固化吗?
环(环境):
夏天车间温度35度时,冷却水的制冷量还够不够?
梅雨季节湿度大,PCB板会不会吸湿导致后续焊接爆板?
文章来源于网络,版权归原作者所有,侵删。