轻松做FMEA,就用SunFMEA!
在半导体设备制造业,现场故障的成本是惊人的。FMEA的核心价值在于将质量管理从被动的“事后救火”转变为主动的“事前预防”。它要求团队在故障发生之前,就完成一次思维上的“失效演练”。
一、理解FMEA的三大类型
在半导体设备领域,FMEA主要应用于三个层面:
1.设计DFMEA(管设计):针对产品本身的硬件、软件功能,分析其可能的设计缺陷。
- 问:这个设计可能会怎样失效?
- 管:功能、材料、公差、可靠性。
- 例:晶圆传输机器人,伺服电机选型扭矩余量不足,在长期高负载后可能导致定位精度漂移。
2. 过程PFMEA(管制造):针对设备的制造、装配和测试过程,分析其中可能出现的偏差。
- 问:在装配和测试过程中,哪个环节可能出岔子?
- 管:人、机、料、法、环。
- 例:真空腔体安装O型圈时,若清洁不到位,可能导致微小颗粒物残留,引发慢性真空泄漏。
3. 系统SFMEA(管服务):聚焦于设备子系统间的交互失效。
- 问:设备在客户工厂运行时,哪些部分最容易给客户添堵?
- 管:可维护性、备件、诊断工具。
- 例:更换射频发生器需要拆除大量外围部件,MTTR(平均修复时间)过长,严重影响客户产能。
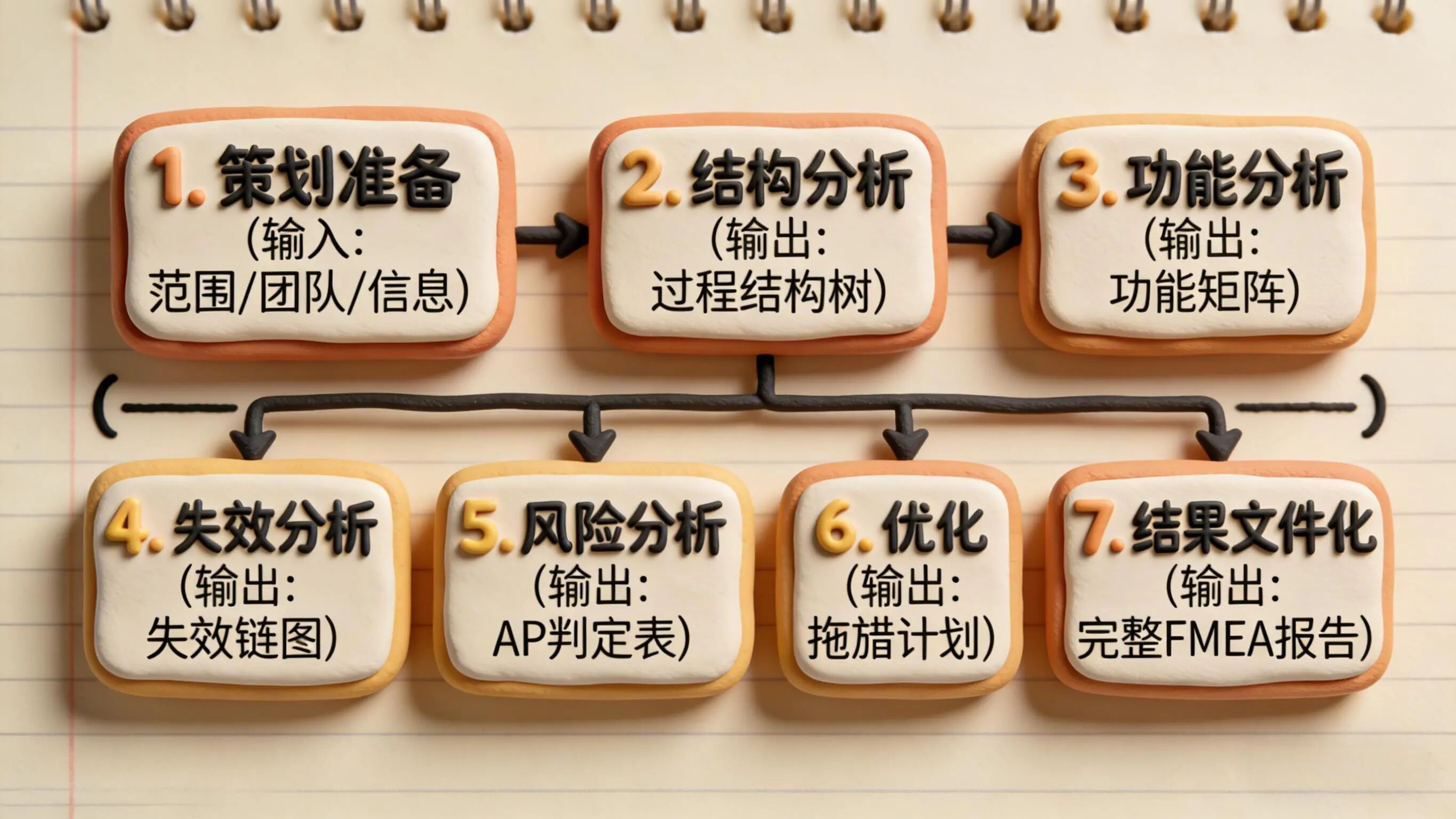
二、FMEA的核心执行流程
FMEA并非一张简单的表格,而是一个结构化的分析过程。其核心是风险优先系数(RPN) 的评估与应对。
【实战五步法】
1. 结构分析:明确分析对象,将其分解为系统、子系统或过程步骤。
2. 功能分析:定义每个组成部分的预期功能及性能要求。
3. 失效分析:系统性地推导每个功能的潜在失效模式、后果及原因。
4. 风险分析:通过RPN对风险进行量化排序。
5. 优化与验证:针对高风险项制定改进措施,并验证其有效性。
三、RPN的量化评估与行动准则
RPN是评估风险的量化工具,其计算公式为:RPN = 严重度 × 频度 × 探测度。
【半导体行业评分准则(简化版)】
【实战案例:腔室真空度失效】
- 失效模式:工艺中腔室真空度不稳定。
- 失效后果:薄膜厚度不均,导致晶圆报废-> 严重度 = 9
- 失效原因:密封圈安装过程存在划伤风险-> 频度 = 4
- 当前探测方法:最终整机真空测试-> 探测度 = 6
- RPN计算:9 × 4 × 6 = 216
【改进措施与验证】
- 措施:在密封圈安装工位增加防错工装与清洁度检查。
- 验证:措施实施后,密封圈划伤频度从4降至2;因在源头拦截,探测度从6降至2。
- 新RPN:9 × 2 × 2 = 36 -> 风险显著降低。
四、总结:FMEA的精髓
- FMEA是动态工具:它应随设计变更和现场反馈持续更新。
- 跨部门协作:有效的FMEA必须汇聚设计、工艺、质量、服务等多领域专家。
- 价值导向:它引导资源优先投向最高风险领域,实现质量成本的最优化。
在纳米级的竞争维度上,最好的故障处理是让故障无从发生。FMEA是构筑这第一道防线的核心工程语言。
文章来源于网络,版权归原作者所有,侵删。